


Tutti i prodotti
-
Difficile affrontare la canna e la polvere
-
Leghe speciali
-
Elettrodo di affronto duro
-
Affrontare i prodotti
-
Il nichel ha basato la polvere
-
Cavo termico dello spruzzo
-
Polvere termica dello spruzzo
-
Polvere del carburo di tungsteno
-
3D che stampa la polvere di metallo
-
Forgia delle componenti
-
Macchina dello spruzzo dell'arco
Persona di contatto :
John li
Numero di telefono :
+86-15801826494
Coltello caldo del taglio dell'entrata di motore degli elettrodi per saldatura di affronto duro di Stellite F Stellite 32 e della valvola di scarico

| Luogo di origine | La Cina |
|---|---|
| Marca | WL-ALLOTECH |
| Numero di modello | ERCoCr-F che affronta duro Rod |
| Quantità di ordine minimo | 5Kg |
| Prezzo | Negotiable |
| Imballaggi particolari | Ogni tubo 5kg, 4 tubi imballa in un cartone |
| Tempi di consegna | Entro 10 giorni |
| Termini di pagamento | L/C, T/T |
| Capacità di alimentazione | 300 tonnellate al mese |

Contattami per campioni gratuiti e coupon.
WhatsApp:0086 18588475571
wechat: 0086 18588475571
Skype: sales10@aixton.com
In caso di dubbi, forniamo assistenza online 24 ore su 24.
xDettagli
| Nome di prodotto | ERCoCr-F che affronta duro Rod | Densità | 8,44 g/cm3 |
|---|---|---|---|
| Colore | colore del metallo | Relazione sull'esperimento | Mulino-certificato |
| Certificato | Iso 9001 | Diametro | 2.5-8.0mm |
| Durezza | 40-45HRC | Materiale | Cr W Mo Ni Fe di Co |
| Intervallo di fusione | 1285 - ºC 1410 | Tipo | affrontare i coni retinici di saldatura |
| Equivalente | Stellite F, BISHILITE (MHA) No.32, Weartech WT-32 | Lunghezza | 350mm 500mm 1000mm 2000mm 3000mm 4000mm |
| processo | Il rivestimento/HVOF/plasma laser/della PTA spruzza la stampa 3D | Applicazione | valvola di saldatura ad alta temperatura ed ad alta pressione |
| Evidenziare | Stellite 32 elettrodi per saldatura duro di affronto,Stellite F che affronta duro gli elettrodi per saldatura,saldatura affrontante del bastone di 8.0mm |
||
Descrizione di prodotto
Entrata di Stellite F Stellite 32 Rod Hard Facing Rod Engine e coltello caldo del taglio della valvola di scarico
Descrizione di prodotto
La barretta della colata della base F del cobalto di WL che sorge il metallo mantiene la buona resistenza della corrosione e di usura a 650 gradi. Dovrebbe potere da mantenere la buona resistenza all'usura e un determinato grado di resistenza della corrosione quando lavora centigrado a 650 gradi. Per esempio, le valvole di saldatura ad alta temperatura ed ad alta pressione e le forbici calde, colpiscono la posizione del pezzo in lavorazione vacillato freddo e caldo.
Nota:
1. Prima di saldatura, l'elettrodo deve essere cotto per circa 150℃ per 1 ora.
2. Il piccolo affioramento dell'arco corto e della corrente dovrebbe essere adottato per evitare aumentare la penetrazione di metallo base e ridurre la prestazione di sorgere la lega.
3, secondo il tipo di dimensione del pezzo in lavorazione e del metallo base, possono scegliere 350-500℃ che preriscalda la temperatura e la temperatura dello strato intermedio 350℃ per sorgere.
4, secondo le condizioni di lavoro scelgono generalmente 600-750℃, conservazione del calore 1-2 ore con il raffreddamento lento della fornace, o mettono il pezzo in lavorazione nel raffreddamento lento a secco e preriscaldato della cenere del cilindro o dell'erba della sabbia.
Nomi comuni: Stellite F, BISHILITE (MHA) No.32, Weartech WT-32
Durezza: 40-45HRC
Composizione chimica (%)
|
C |
Si |
Mn |
Mo |
Cr |
W |
Ni |
Fe |
Co |
Densità |
Intervallo di fusione |
|
1,7 |
≤2.0 |
≤0.5 |
≤1.0 |
26,00 |
12,5 |
22,0 |
≤3.0 |
Resto |
8,44 g/cm3 |
1285 - ºC 1410 |
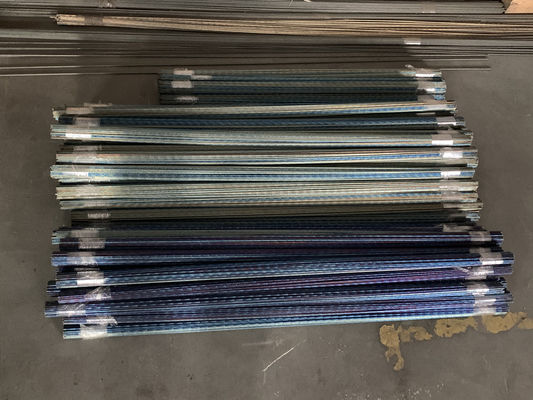
Dettagli d'imballaggio
Per il pacchetto di lunghezza 350mm 500mm in cartone ogni 5kg
Per l'imballaggio di 1000mm in tubo 5kg, 4 tubi in un cartone 20kg
Per la lunghezza più di 1000mm, pacchetto in scatola di legno direttamente![]()
Applicazioni
valvola di saldatura ad alta temperatura ed ad alta pressione e coltello caldo del taglio, l'impatto del posto vacillato caldo e freddo.
Tipo che potremmo offrire
| Marchio di fabbrica | Composizione chimica nominale | HRC | Applicazione | |||||||||
| C | Cr | Si | W | Ni | Fe | Mn | Mo | Co | B | |||
| WL Co1 | 2,45 | 30,0 | 1,0 | 13,0 | ≤3.0 | ≤3.0 | ≤1.0 | ≤1.0 | Bal. | 50-58 | Le inserzioni della sede valvola, il cuscinetto, i denti di sega, l'anello rotatorio, pompa collega | |
| WL Co3 | 2,4 | 30,5 | 1,0 | 13,0 | ≤3.0 | ≤3.0 | ≤1.0 | ≤1.0 | Bal. | 50-56 | Pannello del rullo guida dell'inserzione della sede valvola, dell'acciaieria, di uso della lama del cracker, ecc. | |
| WL Co4 | 1,0 | 31,0 | 1,0 | 14,0 | ≤3.0 | ≤1.0 | ≤0.5 | ≤0.5 | Bal. | 45-50 | L'estrusione calda muore, l'industria della batteria a secco | |
| WL Co6 | 1,2 | 29,0 | 1,0 | 4,5 | ≤3.0 | ≤3.0 | ≤1.0 | ≤1.0 | Bal. | 40-46 | Valvola del motore, valvola ad alta temperatura, paletta della turbina | |
| WL Co12 | 1,4 | 30,0 | 1,3 | 8,5 | ≤3.0 | ≤3.0 | ≤1.0 | ≤1.0 | Bal. | 44-50 | Le valvole di mandata, denti di sega avvitano le lotte | |
| WL Co20 | 2,5 | 32,0 | 1,0 | 17,0 | ≤3.0 | ≤3.0 | ≤0.5 | ≤1.0 | Bal. | 54-59 | Piatto di usura, manica di cuscinetto, ecc. | |
| WL Co21 | 0,2 | 27,0 | 1,0 | 0,2 | ≤3.0 | ≤2 | ≤1.0 | ≤5.5 | Bal. | 20-40 | Sede valvola fluida, palette della turbina, stampo caldo | |
| WL Co25 | 0,05 | 20,0 | 1,0 | 15,0 | 10,0 | ≤2.0 | ≤1.5 | ≤1.0 | Bal. | 24 | La superficie di tenuta ad alta temperatura e resistente alla corrosione della valvola, colata sotto pressione muore, ecc. | |
| WL Co31 | 0,5 | 26,0 | 1,0 | 7,5 | 10,0 | ≤3.0 | ≤1.0 | ≤1.0 | Bal. | 30-35 | L'estrusione muore, lama di turbina a vapore, ecc. | |
| WL Co32 | 1,8 | 26,0 | 1,2 | 12,0 | 22,0 | ≤1.5 | ≤0.5 | ≤1.0 | Bal. | 40-45 | Entrata di motore e valvola di scarico | |
| WL Co190 | 3,2 | 26,0 | 1,0 | 14,0 | ≤1.0 | ≤3.0 | ≤1.0 | ≤1.0 | Bal. | 54-60 | Tagliente del petrolio, industria estrattiva | |
| WL CoT400 | 0,08 | 8,5 | 2,6 | 1,5 | ≤1.5 | ≤1.0 | 28 | Bal. | 0,8 | 50-60 | Percorso del rullo e della valvola, espulsore di plastica in forte corrosivo | |
| WL CoT800 | 0,08 | 18,0 | 3,4 | ≤1.5 | 1,5 | ≤1.0 | 28 | Bal. | 0,8 | 52-58 | Percorso del rullo e della valvola, espulsore di plastica in forte corrosivo | |
Prodotti raccomandati